

اکستروژن لمینت چیست؟
صفر تا صد فرآیند، مزایا و کاربرد ها اکستروژن لمینت
مقدمه
در دنیای مدرن بسته بندی، نیاز به مواد با قابلیت های چند گانه بیش از هر زمان دیگری احساس می شود. بسته بندی ها یی که هم در برابر رطوبت مقاوم باشند، هم از نفوذ اکسیژن جلوگیری کنند و هم استحکام مکانیکی بالایی داشته باشند. اکستروژن لمینت پاسخ تکنولوژیک به این نیازهاست. در این مقاله به بررسی کامل این فرآیند پیشرفته می پردازیم.
اکستروژن لمینت چیست؟
اکستروژن لمینت یک فرآیند تولیدی پیشرفته است که در آن از یک لایه پلیمر مذاب به عنوان چسب برای اتصال دائمی دو یا چند زیرلایه (سابستریت) مختلف استفاده میشود. این تکنیک امکان تولید مواد کامپوزیتی با خواص منحصر به فرد را فراهم میآورد.
اجزای اصلی خط تولید اکستروژن لمینت
- سیستم تغذیه رول (Unwind/Let-off Stations)
- مسئول بازکردن رولهای مواد اولیه
- مجهز به سیستمهای کنترل کشش پیشرفته
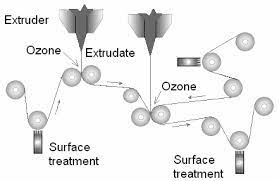
- پیشتیمار سطح (Surface Treater)
- معمولاً از نوع کرونا تریتر
- افزایش انرژی سطحی برای بهبود چسبندگی
- اکسترودر (Extruder)
- قیف تغذیه مواد پلیمری
- مارپیچ (Screw) سه ناحیهای:
- ناحیه تغذیه (Feed Zone)
- ناحیه تراکم (Compression Zone)
- ناحیه اندازهگیری (Metering Zone)
- بشکه گرمایشی
- دای (Die) تخت برای تشکیل پرده مذاب
- ایستگاه لمینیشن (Lamination Nip)
- شامل دو غلطک فولادی و لاستیکی
- ایجاد فشار و حرارت کنترل شده
- سیستم خنک کنندگی (Cooling System)
- غلطک های خنک کننده آب گرد
- تونل های هوای خنک
- سیستم جمع کننده (Wind-up Station)
- مجهز به سیستم کنترل کشش
- قابلیت تولید رولهای یکنواخت
فرآیند تولید در اکستروژن لمینت
۱: آمادهسازی مواد اولیه
انتخاب زیرلایهها (کاغذ، فویل آلومینیوم، فیلم پلاستیکی)
- انتخاب پلیمر مناسب (LDPE, PP, EVA)
- کنترل رطوبت و دمای مواد
۲: پیشتیمار سطح
- اعمال تخلیه الکتریکی (کرونا)
- افزایش انرژی سطحی تا ۴۰-۵۰ dyne/cm
- بهبود قابلیت ترشدن سطح
۳: اکستروژن پلیمر
- ذوب پلیمر در دمای ۲۰۰-۳۲۰ درجه سانتیگراد
- همگنسازی مذاب تحت فشار
- خروج پرده مذاب یکنواخت از دای</li>
۴: انجام عملیات لمینیشن
-
-
- قرارگیری پرده مذاب بین زیرلایهها
- عبور از بین غلطکهای فشاری
- اعمال فشار ۲۰-۱۰۰ بار
- کنترل دمای غلطک ها
-
مرحله ۵: خنک کاری و جامد سازی
- جلوگیری از ایجاد تنش های داخلی
- تثبیت ابعاد محصول
- کاهش دمای تدریجی تا دمای محیط
مرحله ۶: جمع آوری محصول
- کنترل کشش در حین winding
- کنترل ابعاد و ضخامت رول
- بسته بندی و انبار داری نهایی
مواد اولیه مورد استفاده
پلیمرهای رایج:
- LDPE (پلی اتیلن کمچگال): متداولترین ماده
- PP (پلی پروپیلن): برای کاربردهای دمابالا
- EVA (اتیلن وینیل استات): انعطافپذیری بالا
- LLDPE (پلی اتیلن خطی کمچگال): استحکام بیشتر
زیرلایههای متداول:
- کاغذ و مقوا (۳۰-۴۰۰ gsm)
- فویل آلومینیوم (۶-۳۰ میکرون)
- فیلمهای پلاستیکی (OPP, PET, NYLON)
- پارچههای نساجی
مزایای اکستروژن لمینت
فنی:
- چسبندگی عالی بین لایهها
- یکنواختی بالا در ضخامت
- سرعت تولید تا ۱۰۰۰ متر در دقیقه
- قابلیت استفاده از مواد بازیافتی
اقتصادی:
- هزینه بهره برداری پایین تر نسبت به لمینت حلالی
- بازده انرژی بالا
- کاهش ضایعات تولید
زیست محیطی:
- عدم نیاز به حلال های شیمیایی
- قابلیت بازیافت محصول نهایی
- مصرف بهینه مواد اولیه
معایب و محدودیتها
- سرمایه گذاری اولیه بالا
- پیچیدگی عملیات راهاندازی
- نیاز به اپراتور متخصص
- محدودیت در انتخاب مواد اولیه
کاربردهای صنعتی اکستروژن لمینت
غذایی:
- بستهبندی چیپس و اسنک
- بستهبندی قهوه و پودرهای غذایی
- بستهبندی محصولات منجمد
دارویی:
- بستهبندی بلیستر دارو
- پوششهای استریل پزشکی
- بستهبندی دستگاههای پزشکی
شیمیایی:
- بسته بندی مواد شوینده
- پوششهای مقاوم شیمیایی
- بستهبندی محصولات صنعتی
سایر کاربردها:
- تولید پاکتهای پستی
- تولید کاغذ دیواری
- تولید پوششهای ساختمانی
کنترل کیفیت و آزمونهای استاندارد
مکانیکی:
- استحکام پیوند بین لایهها (Peel Strength)
- مقاومت کششی (Tensile Strength)
- مقاومت پارهشدگی (Tear Resistance)
ممانعتی:
- نفوذپذیری در برابر رطوبت (WVTR)
- نفوذپذیری در برابر اکسیژن (OTR)
- مقاومت در برابر چربی
ظاهری:
- یکنواختی رنگ و سطح
- شفافیت و جلای سطح
- عدم وجود حباب و ناخالصی
تفاوت اکستروژن لمینت و اکستروژن کوتینگ
| پارامتر | اکستروژن لمینت | اکستروژن کوتینگ |
|---|---|---|
| هدف اصلی | اتصال دو زیرلایه | پوششدهی یک زیرلایه |
| تعداد لایهها | حداقل سه لایه | معمولاً دو لایه |
| ضخامت پلیمر | ۱۰-۲۵ میکرون | ۱۲-۵۰ میکرون |
| کاربرد اصلی | بستهبندی چندلایه | ظروف یکبارمصرف |
آینده فناوری اکستروژن لمینت
- توسعه پلیمرهای زیستتخریبپذیر
- افزایش سرعت تولید تا ۱۵۰۰ متر در دقیقه
- یکپارچهسازی با سیستمهای Industry 4.0
- کاهش مصرف انرژی تا ۳۰٪
- استفاده از هوش مصنوعی در کنترل کیفیت
نتیجهگیری
با توجه به کلیه نکات اکستروژن لمینت یک فناوری پیشرفته و ضروری در صنعت بستهبندی مدرن محسوب میشود. این تکنیک با امکان تولید مواد کامپوزیتی با خواص چندگانه، پاسخگوی نیازهای پیچیده بازار امروز است. با توجه به توسعههای اخیر در زمینه مواد اولیه و ماشینآلات، آینده روشنی برای این فناوری متصور است.برای بررسی از خدمات و محصولات دستگاه اکستروژن لمینت در شرکت به ناد تجارت آسمان با ما تماس بگیرید.